

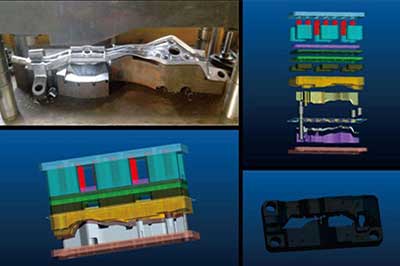
La Estructura del molde de fundición a presión y el molde de plástico es la misma. Debe decir que si puede hacer moldes de plástico, debería poder hacer moldes de fundición a presión. La principal diferencia entre los dos es el arbusto de agua para la entrada de alimento. El buje de la puerta del molde de plástico es una entrada delgada y cónica con un diámetro pequeño. Aunque el puerto de alimentación del molde de fundición a presión es relativamente grande, el diámetro del puerto de alimentación cónico de la alimentación central es mayor que el diámetro del molde de plástico. También hay un puerto de alimentación, que es un manguito circular recto con un diámetro de 30 a 40mm, que es una estructura que los moldes de plástico no tienen.
1. La presión de inyección delMolde de fundición a presiónEs relativamente grande, por lo que se requiere que la plantilla sea gruesa para evitar la deformación.
2. El colador del molde de fundición a presión es diferente al del molde de inyección, y se requiere equipar un esparcidor para aliviar la alta presión del flujo de material.
3. El núcleo del molde de fundición a presión no necesita extinguirse, porque la temperatura en la cavidad durante la fundición a presión supera los 700 ℃. Así que cada vez que se forma, equivale a ser apagado una vez. La cavidad se volverá cada vez más dura. Los moldes de inyección ordinarios deben apagarse a HRC52 o más.
4. La cavidad GENERAL DE LAHerramientas fundidas a presiónDebe nitrarse para evitar que la aleación se adhiera a la cavidad.
5. La corrosión del molde de fundición a presión es relativamente grave, y la superficie exterior es generalmente azul.
6. En comparación con el molde de inyección, la brecha de la parte móvil del molde de fundición a presión es mayor porque la alta temperatura del proceso de fundición a presión causará expansión térmica. Si el espacio es demasiado pequeño, hará que el moho se atasque.
7. Los requisitos correspondientes de la junta de la matriz del molde de fundición a presión son más altos porque la fluidez de la aleación es mucho mejor que la del plástico.
8. Los moldes de inyección generalmente se pueden ventilar con el dedal, la Junta de la matriz, etc., mientras que los moldes de fundición a presión deben tener ranuras de ventilación y bolsas de recolección de escoria (cabezas de recogiendo material frío);
9. El moldeado es inconsistente: la velocidad de inyección del molde de fundición a presión es rápida con una sección de la presión de inyección. Los moldes de Plástico generalmente se inyectan en varias secciones para mantener la presión.
10. Los moldes de fundición a presión son moldes de dos platos que se abren a la vez. Diferentes moldes de plástico tienen diferentes estructuras de productos. El número y la secuencia de las aberturas del molde coinciden con la estructura del molde.
 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China