

Las piezas de fundición a presión de aluminio exhiben una amplia gama de variaciones de peso, tamaño y espesor de pared. El peso puede variar de unos pocos gramos a 400 toneladas, mientras que el espesor de la pared puede variar de 0,5mm a más de un metro, y la longitud puede abarcar desde unos pocos milímetros a más de diez metros. Estas piezas pueden satisfacer varios requisitos de la industria. La rugosidad de la superficie puede determinar la calidad de apariencia de la pieza, mientras que las grietas finas en la superficie se pueden detectar mediante métodos de coloración o partículas magnéticas. Audio, ultrasonidos, corrientes parásitas, rayos X y rayos gamma pueden probar la calidad interna.
Los estándares de calidad de las piezas de fundición a presión de aluminio pueden afectar el rendimiento mecánico del producto. Por ejemplo, el tamaño del impulsor y la carcasa, el tamaño de la cavidad y la precisión de la rugosidad de la superficie y las bombas y los sistemas hidráulicos afectan la eficiencia, el consumo de energía y la cavitación. La resistencia y la resistencia al frío de componentes como bloques de cilindros, culatas, camisas de cilindros, anillos de pistón y tubos de escape afectan directamente la vida útil de un motor.
A menudo se prefiere la fundición de arena a otros métodos de fundición, ya que es menos costosa, tiene un proceso de producción más simple y ciclos de producción más cortos. Se pueden usar moldes de arena seca con superficie de arcilla y arena u otros moldes de arena si los moldes húmedos no cumplen con los estándares requeridos. El método de fundición debe ser adecuado para el lote de producción, y la fundición a baja presión, la fundición a presión, la fundición centrífuga y otros métodos de fundición son adecuados solo para la producción en masa. Las piezas de fundición a presión de aluminio pueden ser piezas fundidas de una sola pieza o producidas en masa.
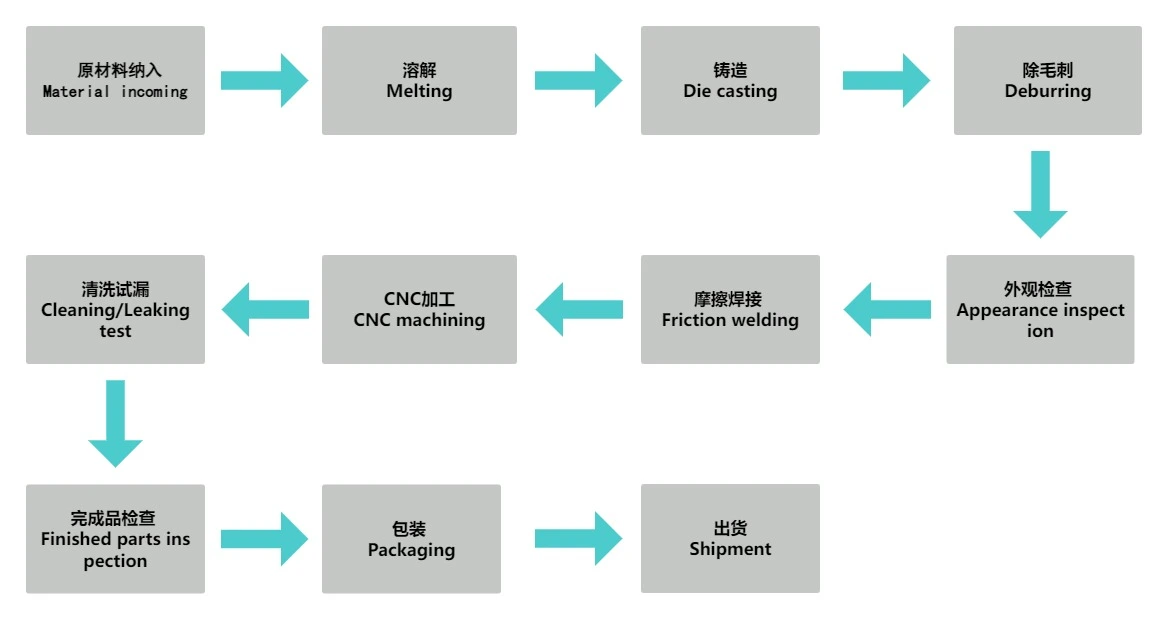
Después de que las piezas de fundición a presión de aluminio se hayan enfriado por completo, se pueden limpiar más. El tiempo de enfriamiento depende del material de la pieza y las condiciones de producción. La limpieza temprana puede causar deformación y agrietamiento en la fundición de aleación de aluminio, mientras que las piezas fundidas más grandes y complejas deberían tener tiempos de enfriamiento más largos. El elevador de vertido se puede cortar utilizando varios métodos, como corte de gas, corte de muela, máquinas de aserrado, corte hidráulico y corte de ánodo.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China