

Métodos para reducir la porosidad en los productos de fundición a presión de aluminio
Asegúrese de la calidad de refinación y desgasificación de la fundición de aleación de aluminio, y seleccione un buen agente de refinación y agente de desgasificación para reducir el contenido de gas en el agua de aluminio. Retire la espuma, las burbujas y otros óxidos en la superficie del líquido a tiempo para evitar que el gas vuelva a entrar en las partes de fundición.
Elija un excelente agente de liberación. El agente de liberación seleccionado no debe generar gas durante elFundición a presiónProceso y Tiene buen rendimiento de liberación.
Asegúrese de que el escape del molde no esté obstruido y asegúrese de que el gas en el molde se agote por completo, especialmente el Canal de escape para la polimerización final del líquido de aluminio.
Ajuste los parámetros de fundición a presión y la velocidad de llenado no debe ser demasiado rápida para evitar el arrastre de aire.
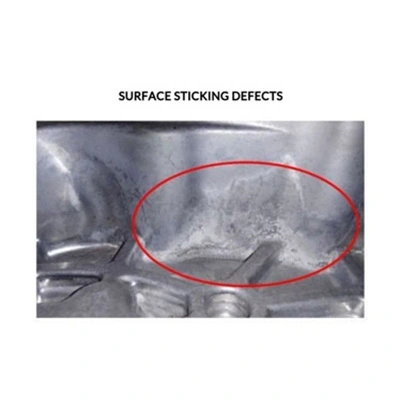
Preste atención al uso de la extracción y enfriamiento del núcleo en el diseño del producto y el diseño del molde para minimizar las deficiencias de las diferencias excesivas de la pared.
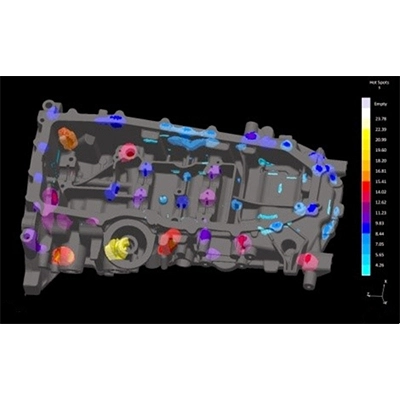
Los poros que a menudo aparecen en la posición fija deben mejorarse a partir del molde y el diseño.

Características
1. pequeña zona afectada por el calor
Debido al tiempo de descarga del pulso de milisegundos, el control de energía preciso (Junta de soldadura pequeña 1,6-2,0mm) no afecta el área fuera del área de soldadura. Lograr un efecto de soldadura en frío sin deformación térmica del material base.
2. espesor de soldadura delgada
La temperatura de fusión controlable es de 0,1-0,8mm, por lo que se pueden soldar placas delgadas de aleación de aluminio por debajo de 0,2mm.
3. alto grado de integración
Esta máquina pertenece a la Unión metalúrgica, y la fuerza de unión después de la soldadura es alta. Puede adaptarse a varios formularios de procesamiento sin caerse.
4. alta eficiencia de soldadura de reparación
Se adopta la alimentación automática del alambre. El diámetro del alambre de soldadura es de 0,8-1,2mm y el diámetro del punto de soldadura es de 1,6-2,0mm. Calefacción instantánea, tiempo de formación de junta de soldadura corta.

Alcance DE LA APLICACIÓN
Los recipientes a presión tienen soldaduras o poros después de las soldaduras, como los supresores, Los expansores y otros barcos.
Como culata, tubería de succión, carcasa, carcasa de equipo de comunicación.
Reparación del desgaste de moldes de aleación de aluminio, como las líneas en moldes de zapatos de aleación de aluminio, reparación de signos de desgaste, etc.
Reparar los defectosDe varios materiales de aleación de aluminio.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China