

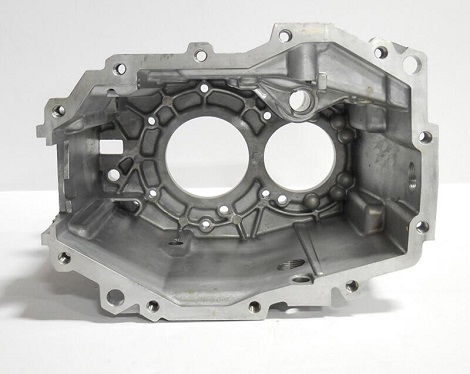
1) ¿Qué es el cierre en frío de las piezas de fundición de aluminio?
El espacio donde el metal fluye a tope o se superpone pero no se fusiona se llama cierre en frío. La característica principal son las líneas lineales obvias, irregulares y hundidas, la forma es pequeña y estrecha, y algunos bordes de unión son lisos y pueden romperse. El área donde se produce el cierre en frío en las fundiciones de aleación de aluminio suele ser el área alejada de la puerta. Es debido al hecho de que cuando el flujo de metal se divide en varias hebras, el Frente de flujo de cada hebra ha estado en un estado condensado (llamado frente de solidificación), pero bajo el impulso del flujo de metal posterior, todavía está lleno. Cuando la corriente de metal que se encuentra también tiene un frente de solidificación, la capa solidificada que se encuentra ya no se puede fusionar y las juntas aparecen huecos. El cierre en frío severo tiene un cierto obstáculo para el uso de piezas fundidas, que deben estar determinadas por las condiciones de uso de las piezas fundidas y el tipo de cierre en frío.
2) Por qué se provocará el cierre en frío en las piezas de fundición a presión de aluminio:
La Temperatura de vertido del metal fundido es baja o la temperatura del molde es baja.
La composición de la aleación no cumple con el estándar y la fluidez es pobre.
El metal fundido se rellena en canales separados, lo que resulta en una fusión deficiente.
El diseño de la puerta es incorrecto y el proceso de llenado es demasiado largo.
Baja velocidad de llenado o escape deficiente.
3) Cómo mejorar el frío cerrado:
Aumentar adecuadamente la temperatura de vertido y la temperatura del molde.
Cambie la composición de la aleación para mejorar la fluidez.
Mejorar el sistema de puertas, aumentando la velocidad de la puerta interior y mejorando las condiciones de llenado.
Mejorar las condiciones de desbordamiento y aumentar el desbordamiento.
Aumentar la velocidad de inyección y mejorar las condiciones de escape.
Aumentar la presión específica.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China