

| Moldeo por inyección de fundición a presión | ||
| Aplicación del producto | Productos de plástico | Productos de metal |
| Proceso | Inyección de un material calentado y fundido en una cavidad de molde a alta presión y enfriamiento y solidificación para obtener un producto moldeado | |
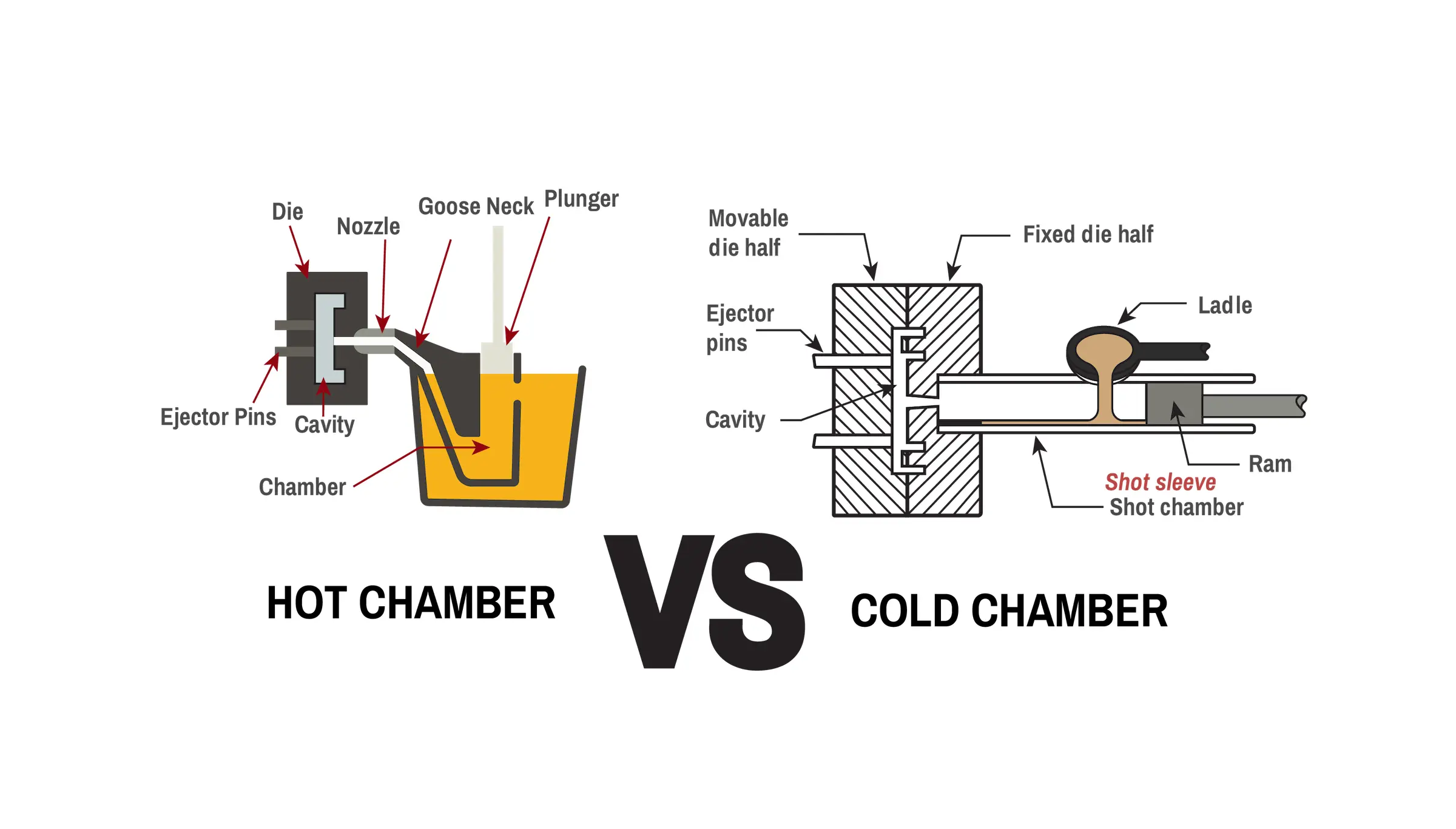
| Un líquido de aleación fundida se vierte en una cámara de presión, una cavidad de un molde de acero se llena a alta velocidad y el líquido de aleación se solidifica bajo presión para formar una fundición. | ||
| Control de temperatura | La temperatura del barril, la temperatura de la boquilla y la temperatura del molde necesitan controlar. | La temperatura de la cavidad del molde excede |
| 700 grados | ||
| Control de presión | ① La presión de plastificación depende del tipo de plástico utilizado. | El líquido de metal llena la cavidad bajo presión, la presión común es 15-100MPa. |
| ② La presión de inyección se basa en la presión aplicada al plástico por la parte superior del émbolo o tornillo (convertido a partir de la presión del aceite) | ||
| Ciclo de moldeo | ① El tiempo de llenado es de unos 3-5 segundos. | |
| ② El tiempo de permanencia es de aproximadamente 20 a 120 segundos (las partes gruesas especiales pueden ser de hasta 5 a 10 minutos) | ② La cavidad se puede rellenar en aproximadamente 0,01-0,2 segundos (dependiendo del tamaño de la fundición). | |
| Característica | ① La producción es rápida debido a la flexibilidad en el proceso de moldeo | ① Proceso eficiente con un alto grado de precisión |
| ② Los moldes de inyección de plástico pueden acomodar diferentes materiales de plástico o polímero | ② No hay necesidad de procesamiento secundario | |
| Los rellenos se pueden utilizar en moldes de plástico para aumentar la resistencia | Los diseños complicados se pueden hacer fácilmente | |
| ④ Proceso eficiente con acabados muy precisos | ③ Produce productos de mayor calidad con una mejor tolerancia que durará más | |


 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China